
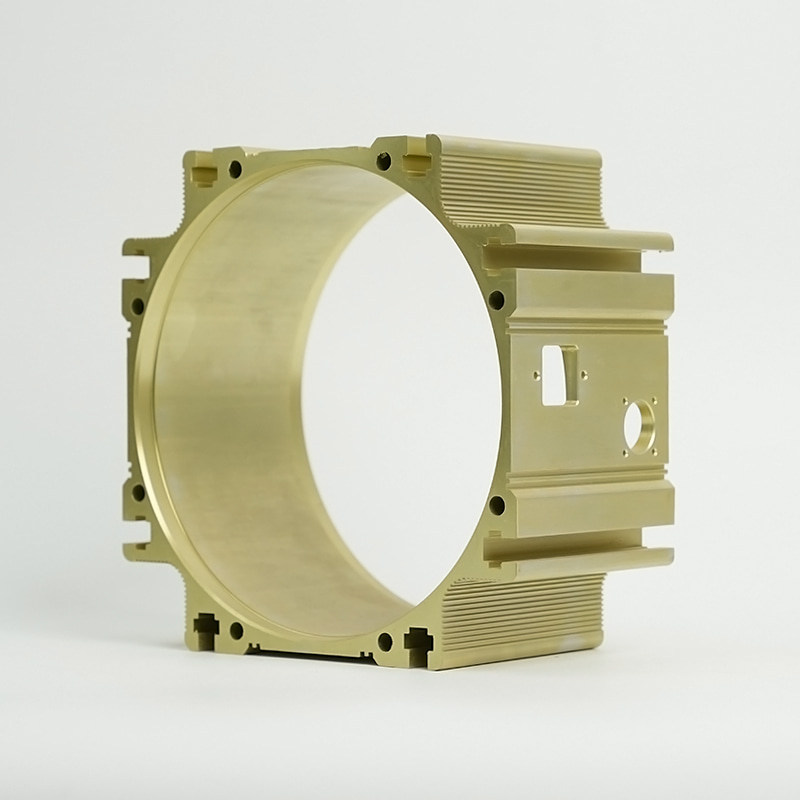
とは何ですか フォークリフト押出モーターハウジング ?
フォークリフト押出成形モーター ハウジングは、フォークリフトの電気駆動装置またはリフト モーターを囲み、保護する構造エンクロージャで、アルミニウム押出成形プロセスを通じて製造されます。押し出し成形されたモーター ハウジングは、金型で鋳造したり、溶接プレートから製造したりするのではなく、加熱したアルミニウム合金ビレットを精密金型に押し込むことによって形成され、一貫した断面を持つ連続的なプロファイルが得られます。結果として得られるハウジングは、 高い寸法精度、優れた熱伝導性、良好な強度対重量比 — 電動フォークリフトのモーターの性能と耐用年数に直接利益をもたらすすべての特性。
電動フォークリフトは現在、倉庫、流通、製造環境における新しいフォークリフトの導入の大部分を占めていますが、モーターのハウジングには厳しい要件が課されています。ハウジングは、連続デューティサイクル中に発生する熱を放散し、荒れた床面や負荷の衝撃による機械的衝撃や振動に耐え、モーターの巻線やベアリングを埃や湿気から保護する密閉環境を提供し、バッテリーの航続距離と定格負荷容量を維持するためにドライブトレイン全体の重量を十分に低く抑えながら、これらすべてを実行する必要があります。
最新の電動フォークリフト用途のほとんどにおいて、押出アルミニウムハウジングは、鋳鉄代替ハウジングよりもこれらの要件に効果的に対応できるため、この設計が世界中の大手フォークリフトモーターメーカーで主流の構造方法となっています。
押出成形が好ましい製造方法である理由
押出成形プロセスには、フォークリフト モーター ハウジングの少量生産と大量生産の両方に適した特有の製造上の利点があります。
- 複雑な断面形状を 1 回の操作で実現: 押出ダイは、冷却フィン、内部チャネル、取り付けボス、および位置決め機能を組み込んだプロファイルを 1 回のパスで製造できます。鋳造ブランクに複数の機械加工を必要とする機能が最初から押出プロファイルに組み込まれているため、ユニットあたりの製造時間とコストが削減されます。
- 優れた表面仕上げ: 押し出しアルミニウムの表面は、砂型鋳造の代替品よりも粒子構造が細かく、仕上げが滑らかです。これは、ガスケットや O リングが使用されるシール面と、空気流と接触する表面積が熱伝達メカニズムとなる外部冷却フィンの効率の両方にとって重要です。
- 一貫した機械的特性: 押出成形によって生成される方向性のある結晶粒の配列により、ハウジングの長さに沿った予測可能な引張強度と降伏強度が得られます。この一貫性により、設計時の疲労寿命の計算が簡素化され、現場での性能のばらつきが軽減されます。
- 工具の経済性: 押出ダイは、同等の形状の鋳造工具よりも大幅に安価であり、リードタイムも短くなります。新しいモーター プラットフォームを開発したり、改訂されたモーター フレーム サイズに対応するためにハウジング設計を更新したりするフォークリフト OEM にとって、これにより設計の反復にかかる資本コストが削減されます。
- 材料効率: 押出成形では、固体素材からの機械加工よりも材料廃棄物の発生が少なくなります。アルミニウム押出スクラップは完全にリサイクル可能であり、フォークリフトメーカーとその顧客にとってますます重要になっている持続可能性の目標に沿っています。
| 属性 | 押出アルミニウムハウジング | 鋳鉄ハウジング | ダイカストアルミニウムハウジング |
|---|---|---|---|
| 重量 | 低い | 高 | 低い |
| 熱伝導率 | 素晴らしい | 中等度 | 良い |
| 寸法精度 | 高 | 中等度 | 高 |
| 工具コスト | 低い–Moderate | 中等度 | 高 |
| 耐食性 | 素晴らしい | 悪い(コーティングなし) | 良い |
| 設計の柔軟性 | 高 (profile geometry) | 高 (3D shapes) | 高 (3D shapes) |
材料の選択: フォークリフトモーターハウジング用の合金の選択
すべてのアルミニウム押出合金がフォークリフト モーター ハウジングの用途で同等に機能するわけではありません。最も一般的に指定されている 2 つの合金ファミリーは 6061 と 6063 で、どちらも世界中の構造用押出成形品の生産の大部分を占める 6000 シリーズのアルミニウム、マグネシウム、シリコンのグループに属します。
6061-T6 主力の構造合金です。 T6 焼き戻しで約 310 MPa の引張強度と約 276 MPa の降伏強度を備え、荒れた倉庫の床からの繰り返しの衝撃荷重、ドックのバンパーとのフォークリフトの衝突、および油圧ポンプ動作の持続的な振動に耐えるのに必要な機械的堅牢性を備えています。機械加工がきれいで、陽極酸化によく耐え、周期的荷重下での疲労性能が十分に特徴付けられています。これは、複数のシフト操作にわたって連続的な起動と停止のデューティ サイクルが発生するハウジングにとって重要です。
6063-T5 または T6 冷却フィンの形状が特に複雑な場合、または熱性能のために優れた表面仕上げが必要な場合に選択されます。シリコン含有量が低いため、薄肉または複雑な形状の押出性が向上しますが、機械的強度は 6061 より若干低く、通常、T6 での引張強度は約 241 MPa です。熱管理が主な設計要因であり、機械的負荷が中程度であるモーター ハウジングの場合、多くの場合、6063 の方が適しています。
重要なフォークリフト用途セグメントである冷蔵倉庫および冷凍倉庫環境では、鋳鉄に対するアルミニウムの性能上の利点がさらに顕著になります。 アルミニウムは氷点下の温度でも延性を維持します 鋳鉄はますます脆くなり、-20 °C ~ -30 °C で日常的に使用される環境での衝撃によるハウジングの破損のリスクが軽減されます。
熱管理: ハウジングの設計がモーターの寿命に与える影響
集中的な倉庫用途、特に 1 日あたり 2 〜 3 シフトを実行するオーダーピッキング、リーチトラック、およびカウンターバランス用途の電動フォークリフトモーターは、連続運転中にかなりの熱を発生します。 モーター巻線の絶縁寿命は、動作温度が 10 °C 上昇するごとに約半分になります。 この関係により、ハウジングの熱設計がモーター システム設計において最も重要なエンジニアリング上の決定の 1 つとなります。
押し出し成形されたモーター ハウジングは、次の 3 つの熱管理メカニズムを通じてこれに対処します。
- 外部冷却フィン: ハウジング本体と一体的に押し出された縦方向のフィンにより、対流熱伝達に利用できる外表面積が増加します。フィンの形状 (高さ、ピッチ、肉厚) は、押出ダイの設計プロセス中に最適化され、ハウジング全体のエンベロープを変更することなく調整できます。標準的な押出プロファイルでは、平滑ボア相当の 2 ~ 4 倍のフィン表面積が達成可能です。
- フレームへの伝導熱経路: 強制空気流が存在しない密閉型モーターでは、ハウジングがステーター積層板から外面に熱を伝導します。アルミニウムの熱伝導率は約 160 ~ 200 W/m·K (鋳鉄の場合は 50 W/m·K) であるため、大幅に高速な伝導経路が提供され、巻線のホットスポットと周囲環境の間の温度差が減少します。
- 内部冷却チャネル: 一部の押出成形ハウジング プロファイルには、ハウジング壁内に中空チャネルが組み込まれており、液冷モーター構成で冷却剤を循環させることができます。これは、連続 15 kW を超える高負荷用途向けにフォークリフト モーターの出力密度がスケールアップするにつれて、その重要性がますます高まっています。
IP保護および環境シール要件
フォークリフトの動作環境では、モーターハウジングに重大な侵入保護要件が課されます。倉庫の粉塵、特に製粉、木材加工、紙の取り扱い施設では、密閉性の低い筐体に侵入し、ベアリングや巻線を汚染するほど細かい粉塵が発生します。屋外や庭でのコンテナ取り扱い用途では、雨や洗い流しにさらされる可能性が高くなります。冷蔵倉庫作業では、フォークリフトが温度帯間を移動する際に結露のリスクが生じます。
IEC 60034-5 規格は、IP 定格を通じてモーター エンクロージャの保護クラスを定義しており、ほとんどのフォークリフト モーター アプリケーションでは最小限の保護が必要です。 IP54 (防塵、防滴)および多くの要求 IP65 (完全防塵、耐低圧水噴流)以上。押出成形ハウジングでこれらの定格を達成できるかどうかは、エンドシールドまたはベアリングハウジングを受け入れるハウジングボアの精度、O リングまたはリップシールを配置するために押出成形プロファイルに組み込まれたシール溝の形状、および二次機械加工後の合わせ面の表面品質によって決まります。
押出アルミニウムハウジングで達成可能な厳しい寸法公差(仕上げ機械加工後の臨界穴径で通常±0.1 mm)により、モータ組み立て時に大規模な手作業による調整やシミングを必要とせずに、IP65 要件を満たすのに適しています。この寸法の一貫性は、自動化されたモーター組立プロセスもサポートし、大量生産での製造スループットを向上させます。
調達、交換、メンテナンスに関する考慮事項
フリート管理者やメンテナンス エンジニアにとって、フォークリフト フリートのモーター ハウジングの構造を理解することは、修理計画や部品調達に実際的な意味を持ちます。押出アルミニウムハウジングは一般に、鋳造ハウジングとは異なる方法で修理可能です。ベアリングのフレッチングによるボアの軽微な摩耗はスリーブによって修正でき、損傷したフィン部分は、重要ではない領域の構造的完全性を損なうことなく機械加工またはパッチを適用できます。
交換用の押出成形モーターハウジングを調達する場合、確認すべき主な仕様は次のとおりです。
- IECまたはNEMAフレームサイズの互換性 — ハウジングは、収容する交換用または巻き戻しモーターのステーターの外径とスタックの長さと一致する必要があります。
- 取り付け脚またはフランジの構成 — フォークリフトのモーターはさまざまな向きで取り付けられます。フットマウント、フェイスマウント (IEC による B3/B5)、およびカスタムブラケットの構成は、ドライブトレインのジオメトリと一致する必要があります。
- 軸受箱の内径寸法 — ドライブ側と非ドライブ側の両方のベアリング シートの直径とはめあい (通常、圧入ベアリング外径の H7 または J7 公差) が、モーターに指定されている交換用ベアリングと一致する必要があります。
- ケーブル挿入口とコネクタの規定 — 電源および信号ケーブルの入り口の位置とサイズは、フォークリフトのワイヤーハーネスの配線と一致している必要があります。
OEM 交換用ハウジングは、トヨタ、クラウン、レイモンド、ハイスター、イェールなどの主要ブランドのフォークリフト メーカー部品プログラムを通じて入手できます。 OEM 仕様に合わせて機械加工されたアフターマーケットの押出ハウジングもモーター部品の専門サプライヤーから入手でき、多くの場合、同等の寸法準拠の OEM 部品よりも 30 ~ 50% 低いコストで入手できます。 合金グレードと熱処理 (T5 または T6 焼き戻し) をサプライヤーに確認することが重要です アフターマーケットのハウジングを調達する場合、低強度合金への材料の代替は、低コストのサプライ チェーンにおける品質リスクとして知られています。

















