構造上の目的と性能上の利点
アルミニウム製のポンプ モーター ハウジングは、油圧ポンプ セクションとの正確な位置合わせを維持しながら、電動モーターのステーター、ベアリング、冷却システムを統合する保護エンクロージャとして機能します。 適切に設計されたアルミニウムハウジングにより、同等の鋳鉄と比較してポンプの総重量が 60 ~ 70% 削減されます。 同時に、工業用流体取り扱い用途に適切な電磁シールドと耐食性を提供します。この材料の熱伝導率 96 W/mK により、モーター巻線からの効率的な熱放散が可能になり、ほとんどの構成で外部冷却なしで周囲温度 80 ℃までの連続動作が可能になります。これらの特性により、アルミニウムは、分数馬力の住宅ユニットから 500 馬力の産業システムに至るまで、ポンプ モーターの主要な材料の選択肢となっています。
グローバルな アルミニウム製ポンプモーターハウジング 水管理インフラへの投資と HVAC システムの拡張により、市場は年間 28 億ドルを超えています。最新のハウジング設計では、冷却空気流のための数値流体力学の最適化と、共通の鋳造プラットフォームからの複数のポンプ構成に対応するモジュール式アーキテクチャがますます統合されています。

合金の選択と材料特性
ポンプ モーター ハウジング用のアルミニウム合金は、鋳造性、機械的強度、耐食性、熱性能要件のバランスを考慮して選択されています。
A380 および A383 ダイカスト合金
A380 アルミニウム合金は、高圧ダイカスト用途で主に使用されています。 7.5 ~ 9.5% のシリコンと 3.0 ~ 4.0% の銅 優れた流動性と最小限の収縮気孔率を実現します。 320MPa の引張強度と 160 MPa の降伏強度により、油圧力を受けるモーター取り付け脚とポンプ フランジ接続に適切な構造的完全性が提供されます。化学変換コーティングまたは陽極酸化処理によって強化された合金の自然な耐食性は、保護塗装なしで水への暴露や穏やかな化学環境に耐えます。
A383 は、次のような変更された構成を提供します。 9.5 ~ 11.5% のシリコンと 2.0 ~ 3.0% の銅 、薄肉ハウジングセクション (2.5 ~ 3.5 ミリメートル) および複雑な内部冷却通路のダイ充填特性を向上させます。この合金は、A380 の機械的特性を 90% 維持しながら、複雑な形状での高温亀裂の傾向を軽減するため、コンパクトなポンプ モーター ユニットの大量生産に適しています。
鍛造合金の用途と機械加工されたハウジング
直径 400 ミリメートルを超える大型ポンプ モーター ハウジング、または極度の圧力定格が必要なポンプ モーター ハウジングには、 6061-T6 アルミニウム 押出成形品または鍛造品から機械加工されます。ケイ化マグネシウムの析出硬化型合金は、276 MPa の降伏強度と、繰り返し負荷がかかる環境に対する優れた耐疲労性を実現します。機械加工されたハウジングは、信頼性の高い鋳造が不可能な複雑な内部形状を備えた一体型冷却ジャケットに対応しますが、製造コストはダイカスト同等品の 3 ~ 4 倍かかります。
| 合金グレード | プロセス | 引張強さ | 耐食性 | 代表的な用途 |
|---|---|---|---|---|
| A380 | ダイカスト | 320 MPa | 良い | 汎用ポンプ |
| A383 | ダイカスト | 310MPa | 良い | 複雑な薄肉設計 |
| A360 | ダイカスト | 300MPa | 素晴らしい | 海洋および腐食環境 |
| 6061-T6 | 機械加工 | 310MPa | 素晴らしい | 高圧大型ポンプ |
ダイカストの製造工程
高圧ダイカストにより、寸法精度と表面仕上げを備えたアルミニウム製ポンプ モーター ハウジングの大部分が製造され、二次加工の必要性が最小限に抑えられます。
コールドチャンバーダイカストパラメータ
ロック力が高いコールドチャンバーマシン 800~2,500トン ショット重量 0.5 ~ 50 キログラムのハウジング サイズに対応します。摂氏 680 ~ 720 度の溶融アルミニウムはコールド チャンバー (水平ショット スリーブ) に移動し、30 ~ 100 MPa の圧力で 20 ~ 100 ミリ秒以内に硬化鋼のダイに射出されます。急速凝固 (毎秒 50 ~ 200 ℃) により、気孔率を最小限に抑えた細粒構造が生成され、 鋳放し寸法公差はプラスまたはマイナス0.1ミリメートル 重要なモーター取り付け面に。
オイル循環チャネルによる金型温度制御は摂氏 200 ~ 280 度で、方向性凝固を促進しながら熱疲労亀裂を防止します。真空補助ダイカストにより、閉じ込められた空気の気孔率が 60 ~ 80% 減少し、含浸シールなしで 10 bar の油圧がかかるポンプ ハウジングの耐圧鋳造が可能になります。
トリミングと二次加工
鋳造ハウジングは自動トリミングを受けてゲート、ランナー、フラッシュを除去し、その後ショットブラストまたは振動仕上げを行って、 Ra 3.2-6.3 マイクロメートルの表面仕上げ 塗装やコーティングに適しています。重要な機械加工作業には、ベアリング穴の仕上げ加工 (H7 公差)、モーター取り付けの正面フライス加工 (平面度 0.05 ミリメートル)、およびポンプ接続ポイントのねじ付きインサートの取り付けが含まれます。 CNC マシニング センターは、これらの精密な機能に対して 0.01 ミリメートルの位置決め精度を実現します。
熱管理と冷却システムの統合
アルミニウム製のポンプ モーター ハウジングの設計では、モーターの出力密度が増加し、効率基準が厳しくなるにつれて、放熱機能がますます重視されています。
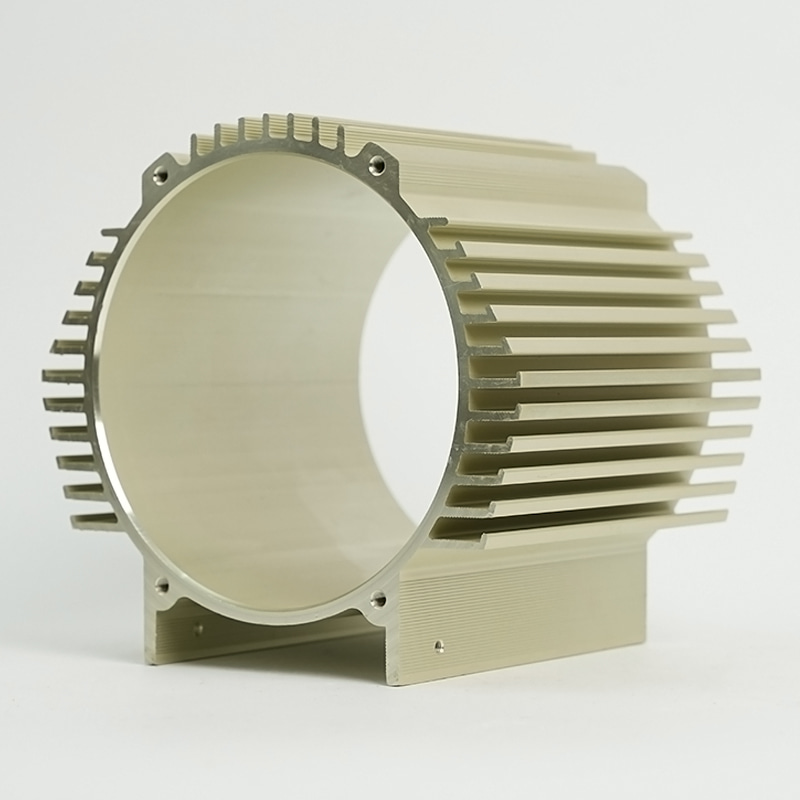
外部フィンの設計とエアフローの最適化
自然対流冷却を採用 アルミニウム製フィンは厚さ 2 ~ 4 ミリメートル、間隔は 8 ~ 15 ミリメートル 滑らかな円筒形ハウジングよりも表面積を 300 ~ 500% 拡大します。フィンの高さを 20 ~ 40 ミリメートルにすることで、熱伝達の向上と材料コストおよび鋳造の複雑さのバランスをとります。数値流体力学シミュレーションにより、水平および垂直モーター取り付け構成の両方でフィンの向きが最適化され、T 字型または波形プロファイルにより乱流と熱伝達係数が 15 ~ 25 W/m²K に向上します。
一体型ファンハウジングによる強制空冷により、 200~400ワットの熱放散率 連続使用ポンプ モーター用。アルミニウム ファン ブレードはハウジングと一体的に鋳造されるか、圧入アルミニウム ハブを介して取り付けられます。この材料の低密度 (2.7 g/cm3) により、スチール製の代替品と比較して回転慣性とファン モーターの電力消費が最小限に抑えられます。
液体冷却ジャケットのアーキテクチャ
ハイパワーポンプモーターを採用 一体型ウォータージャケット アルミニウムハウジングに鋳造され、ステーターを囲む螺旋または軸方向の通路を通して冷却剤を循環させます。ジャケット設計では、構造剛性を維持しながら適切な熱伝導を確保するために、冷却チャネルとステーターボアの間の壁厚を 3 ~ 5 ミリメートルに維持します。モーターの組み立て前に、動作圧力の 1.5 倍の圧力テストでジャケットの完全性を検証します。
腐食防止と表面仕上げ
アルミニウムは自然な不動態化を示しますが、過酷な環境におけるポンプ モーター ハウジングは、化学処理およびコーティング処理による強化された保護が必要です。
化成皮膜と陽極酸化処理
クロメート化成皮膜(アロジン)により、 0.5~4マイクロメートルの保護フィルム 六価クロム配合物は規制上の制限に直面していますが、耐食性と塗料の密着性が向上します。三価クロムおよびチタンジルコニウムの代替品は、環境に準拠しながら従来の性能の 80% を達成します。陽極酸化処理 (タイプ II 硫酸) により、硬度 200 ~ 300 HV の 5 ~ 25 マイクロメートルの酸化アルミニウム層が形成され、船舶および産業用ポンプ用途に耐摩耗性を提供します。
粉体塗装およびウェットペイントシステム
ポリエステル粉体塗装 厚さ60〜80マイクロメートル 標準モーター色 (黒、グレー、青) で耐久性のある化粧仕上げと保護仕上げを提供します。静電塗布と摂氏 180 ~ 200 度の硬化により、鉛筆硬度 2H と 500 時間を超える塩水噴霧耐性を備えた架橋フィルムが作成されます。湿式エポキシまたはポリウレタン システムは、プロセスのポンプ輸送で遭遇する酸、アルカリ、または溶剤に対する耐薬品性が必要な特殊な用途に役立ちます。
アルミニウム製ポンプ モーター ハウジングは、材料科学、精密製造、熱工学が融合し、産業、商業、住宅用途にわたる効率的な流体処理を可能にする、成熟しつつも進化を続ける製品カテゴリーを代表しています。継続的な合金開発と鋳造プロセスの改良により、ポンプ モーター構造における競合材料に対するアルミニウムの優位性が拡大しています。